
Du retrofit aux projets cle en main
sedacta controls your motion
Nous pouvons être fiers des entreprises belges qui se démarquent sur le marché international en matière d'automatisation industrielle. SedActa en est un bel exemple. C'est à Roulers, en Flandre Occidentale, que se situe l'établissement né de Werkhuizen Romain Soenen. En mettant l'accent sur des solutions complètes pour l'automatisation industrielle, allant de l'intégration et de la construction de machine aux projets clé en main, SedActa s'est forgé une grande expertise dans le contrôle de mouvement, la robotique et la technologie de vision.
Ambition et dynamisme
La création de SedActa
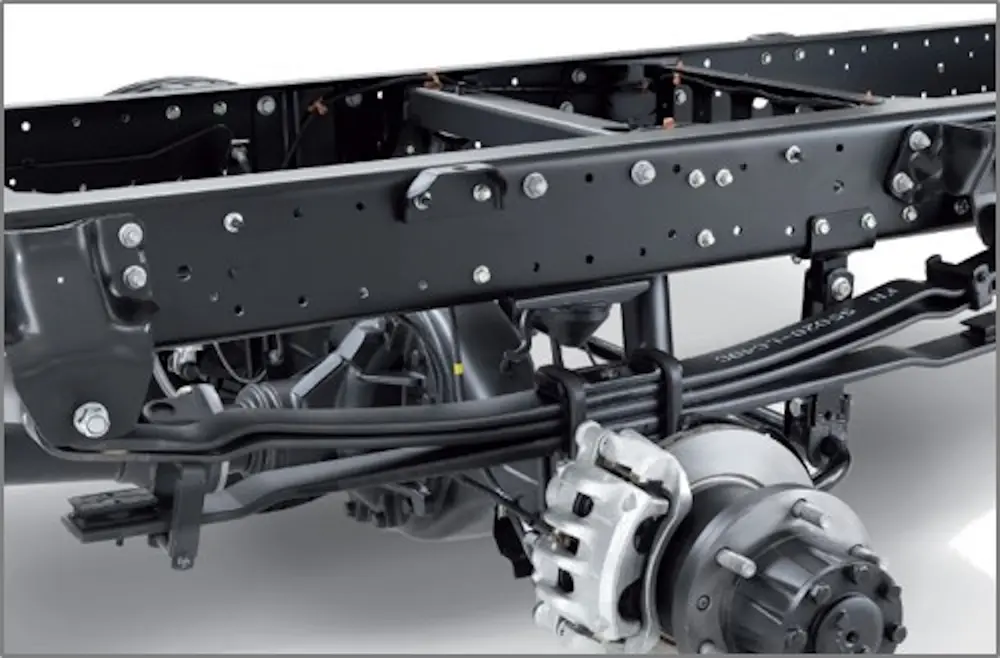
SedActa fait de l'automatisation industrielle. Cette entreprise de Roulers est née de la division automatisation de Soenen. Cette entreprise est spécialisée dans la construction mécanique pour le secteur de la tôlerie, avec des marchés dans trois niches: l'estompage de trous dans les longerons de camions, le découpage et le refendage de bobines pour transformateurs et la perforation de tôles. Après une période agitée pour Soenen, trois ingénieurs ont décidé de suivre leur propre voie en 2016. La construction mécanique de Soenen a été perpétuée par le groupe Valtech de Menin; le début d'un partenariat où SedActa assure l'ingénierie électrique, le software, la construction de tableau et la mise en service des machines. SedActa s'adresse aussi au marché local. Fort de ses 30 ans d'expérience dans les solutions logicielles avancées pour les machines complexes et les projets chez des acteurs internationaux (Volvo et Daf), SedActa est un partenaire fiable. Du rétrofit de machine existante aux projets clé en main.
"Un positionnement rapide et precis. Avec plus de 500 machines en Belgique et a l'etranger, SedActa est un partenaire experimente"
Driven by value creating technology
SedActa fait partie du groupe Valtech, un groupe de 15 sociétés indépendantes spécialisées dans la construction de machines et les activités axées sur les projets. Une équipe de plus de 70 ingénieurs garantit une solution flexible et innovante.
Entreprise dynamique en pleine croissance
SedActa compte 14 employés, 14 profils techniques qui s'efforcent de communiquer ouvertement avec le client, essayant de réfléchir avec lui à la solution idéale afin de créer une valeur ajoutée. Leur but: faire la différence et tendre vers une collaboration à long terme.
Motion control et bien plus encore
SedActa se targue d'avoir de nombreuses décennies d'expérience avec des machines Soenen, exigeant sans cesse le maximum de vitesse et de précision. Pour répondre à cette exigence, on utilise des servomoteurs. Il s'agit d'un moteur dynamique qui peut générer un couple de pointe très élevé. Un codeur envoie sa position actuelle au contrôleur. Tout l'art d'un processus stable repose sur un réglage précis du circuit de contrôle de vitesse et de position. L'objectif est d'atteindre la position cible rapidement et avec précision. Une poinçonneuse travaillant à 800 bpm alimente une plaque de plus de 20 mm en 50 ms avec une précision de 0,01 mm. Une unité de poinçonnage d'un poids de 7,5 T est déplacée avec une broche sur une distance de 135 mm en 500 ms pour positionner les poinçons. La performance de la commande va de pair avec la conception de l'installation. La conception mécanique et le bon choix d'actionneurs et de capteurs font toute la différence!
Le Cube Solver vise un record mondial
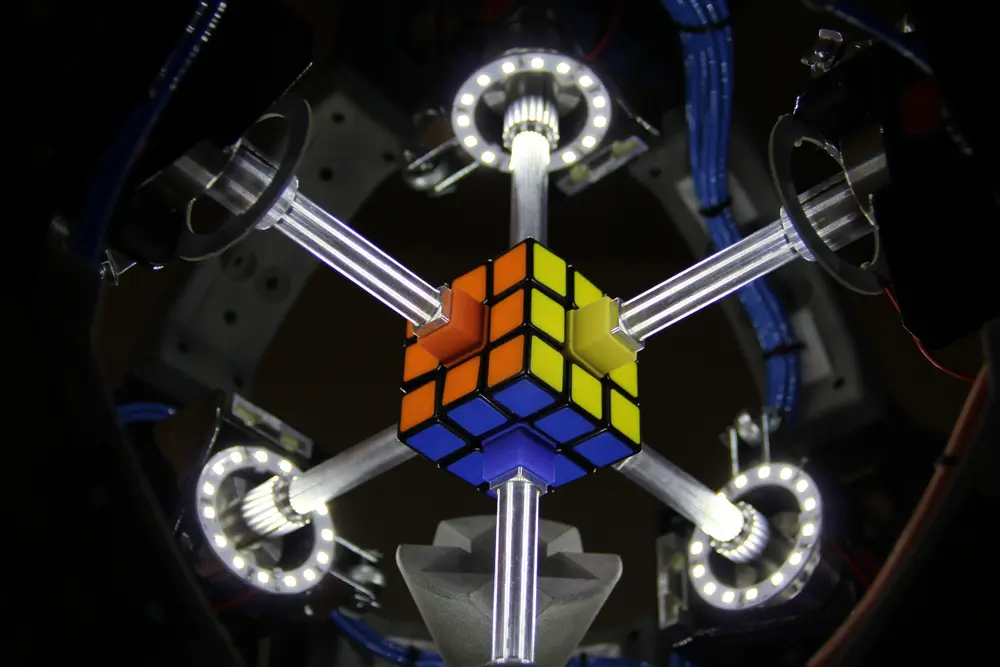 Le Cube Solver se compose de 6 essieux actionnés par des servomoteurs avec lesquels un Rubik's Cube est résolu de manière autonome. A l'occasion du salon Indumation, SedActa a voulu développer une attraction pour présenter ses connaissances en matière de mouvement et de vision. Un contrôleur ouvert Simatic ET200SP traite les données extraites de la technologie de vision à l'aide d'algorithmes et contrôle les six servomoteurs Sinamics S210 via des connexions One Cable. Une synchronisation parfaite permet de résoudre le cube en moins de 0,5 secondes! L'IHM a été mise en place via le serveur web intégré où une application web ASP.Net se charge de la visualisation et de l'actionnement. Cette démo est contrôlée depuis une tablette.
Le Cube Solver se compose de 6 essieux actionnés par des servomoteurs avec lesquels un Rubik's Cube est résolu de manière autonome. A l'occasion du salon Indumation, SedActa a voulu développer une attraction pour présenter ses connaissances en matière de mouvement et de vision. Un contrôleur ouvert Simatic ET200SP traite les données extraites de la technologie de vision à l'aide d'algorithmes et contrôle les six servomoteurs Sinamics S210 via des connexions One Cable. Une synchronisation parfaite permet de résoudre le cube en moins de 0,5 secondes! L'IHM a été mise en place via le serveur web intégré où une application web ASP.Net se charge de la visualisation et de l'actionnement. Cette démo est contrôlée depuis une tablette.
Un projet pas comme les autres: la ligne de poinçonnage cnc 3D
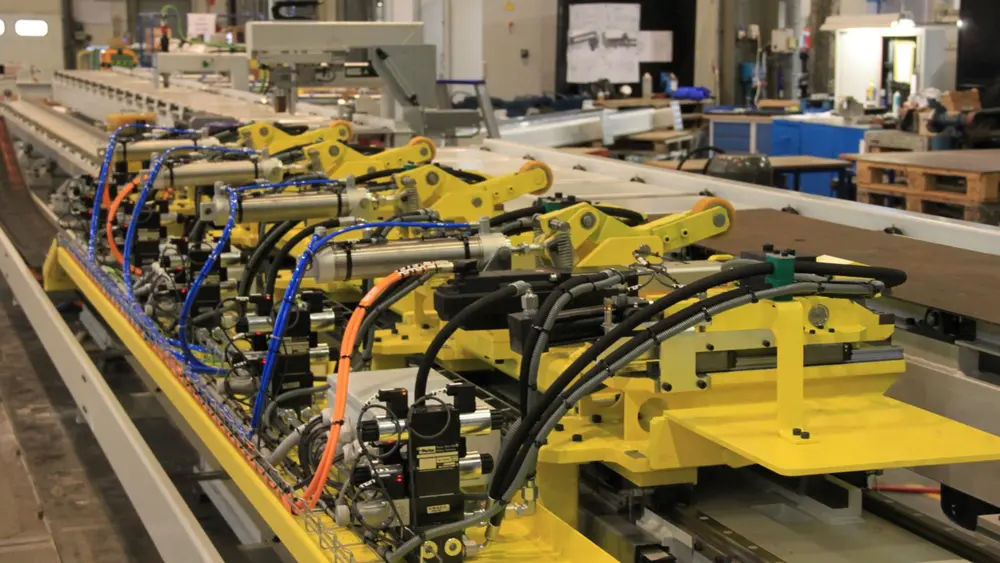
 Contrairement aux méthodes traditionnelles telles que le pressage ou le perçage, une ligne de poinçonnage permet de produire les longerons souhaités rapidement et avec précision, de manière flexible. Dans une configuration classique, il y a 5 presses hydrauliques qui se déplacent de manière autonome en X, en Y et en Z. Les coordonnées exactes sont déterminées au moyen de capteurs et de codeurs à compensation de température.
Contrairement aux méthodes traditionnelles telles que le pressage ou le perçage, une ligne de poinçonnage permet de produire les longerons souhaités rapidement et avec précision, de manière flexible. Dans une configuration classique, il y a 5 presses hydrauliques qui se déplacent de manière autonome en X, en Y et en Z. Les coordonnées exactes sont déterminées au moyen de capteurs et de codeurs à compensation de température.
L'entraînement par servomoteurs assure un ensemble dynamique, grâce auquel des longerons de 4 à 12 m de long et d'une épaisseur allant jusqu'à 16 mm (σB = 965 N/mm²) sont acheminées dans la ligne. Selon le type et la position, il est possible de percer jusqu'à 500 trous en < 265 sec. Pour un montage rapide des camions, il va sans dire que les exigences en matière de précision et de fiabilité des trous sont élevées. Les lignes de poinçonnage sont équipées d'un système de contrôle Beckhoff sur lequel tournent plusieurs contrôleurs CN développés en interne. Résultat: 3 longerons peuvent traverser la ligne de poinçonnage simultanément. Un bel exemple d'expertise, avec une précision et une flexibilité impressionnantes.
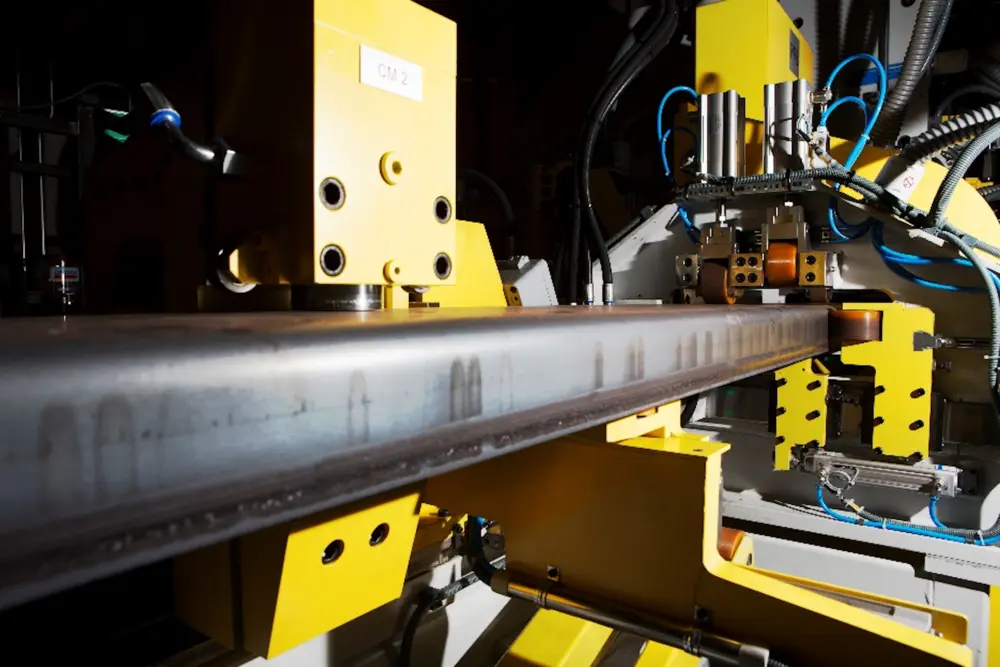
à une vitesse de 500 trous en moins de 265 secondes
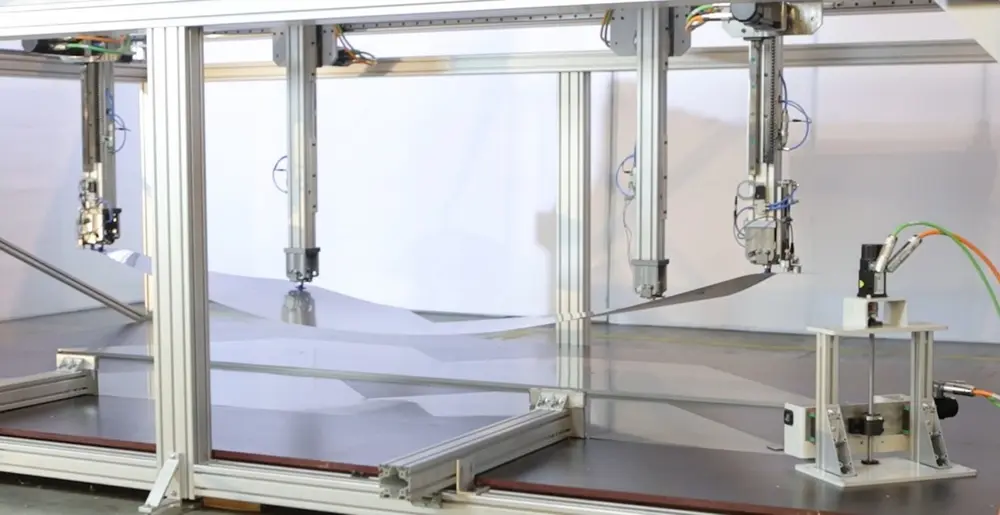
Un robot portique pour empiler des noyaux de transformateur
Le robot cartésien est constitué de 2 ponts en Y, chacun ayant 2 bras mobiles indépendants pour le mouvement en Z. On peut ainsi positionner les pinces dans les 4 coins de la plaque, en fonction des dimensions des plaques à manipuler. Grâce à une séquence de levage adaptée, il est possible d'éviter que les plaques ne restent collées les unes aux autres. Tous les axes sont équipés de servomoteurs, qui permettent un positionnement rapide et précis. On peut atteindre des accélérations jusqu'à > 10 m/s² et des précisions de 0,1 mm, selon l'application. Dans cette application, la plaque est déplacée contre une butée fixe en contrôlant le couple du servomoteur. La construction mécanique et le logiciel sont conçus et réalisés en interne, ce qui permet à SedActa de répondre avec souplesse aux besoins des clients.
Anciennes realisations
Centre de découpe turc
ABB TR Core Cutting Center à Gebze (Turquie) est un centre de découpe récent situé juste à l'extérieur d'Istanbul où des bobines d'acier électrique sont déroulées et coupées. Ces ‘Yokes’ et ‘Legs’ sont ensuite utilisés pour l'assemblage des transformateurs. L'épaisseur du transformateur peut varier de 0,18 à 0,35 mm, tandis que la feuille traverse la ligne de découpe à des vitesses pouvant atteindre 270 m/min et que les feuilles découpées sont empilées avec une précision de +/- 0,1 mm. En raison des nombreux arrêts de la machine, une accélération optimale est importante pour obtenir un rendement élevé. L'accélération de la plaque monte à plus de 100 m/s².

Emballage de fibres au Portugal
Chez Fisipe, au Portugal, les fibres acryliques sont conditionnées sous forme de fil continu dans de grands conteneurs au moyen d'un tresseur. Il s'agit d'une machine qui ‘dépose’ le matériau très délicatement avec une grande précision et à une vitesse élevée. Cela nécessite une conception de tresseur assez complexe et un contrôle au moyen de 12 servomoteurs qui ‘s'emboîtent’ les uns dans les autres et dans l'alimentation des fibres. SedActa soutient ici Valvan, la société mère du groupe Valtech, avec ses connaissances en matière de mouvement. Un exemple de coopération réussie entre les entreprises.
